


Dalelių kietumas yra vienas iš kokybės rodiklių, į kurį kiekviena pašarų įmonė skiria daug dėmesio. Gyvulių ir paukščių pašaruose didelis kietumas sukels prastą skonį, sumažins pašaro suvartojimą ir netgi sukels burnos opas žindomiems paršeliams. Tačiau jei kietumas mažas, miltelių kiekis padidės. Mažas didelių, ypač vidutinių ir didelių kiaulių bei vidutinių ančių granuliuotų paukščių pašarų kietumas sukels nepalankius kokybės veiksnius, tokius kaip pašaro rūšiavimas. Kaip užtikrinti, kad pašaro kietumas atitiktų kokybės standartus? Pašarų produkto kietumas, be pašaro formulės koregavimo, pašaro gamyba ir perdirbimo technologija turi lemiamą įtaką granuliuotų pašarų kietumui.
1. Malimo proceso įtaka dalelių kietumui.
Svarbiausias veiksnys, lemiantis dalelių kietumą malimo procese, yra žaliavų malimo dalelių dydis: apskritai, kuo smulkesnės žaliavų malimo dalelės, tuo lengviau krakmolas želatinizuojasi kondicionavimo proceso metu ir tuo stipresnis yra granulių surišimo efektas. Kuo sunkiau jas sulaužyti, tuo didesnis kietumas. Faktinėje gamyboje smulkinimo dalelių dydžio reikalavimai turėtų būti atitinkamai pakoreguoti atsižvelgiant į skirtingų gyvūnų gamybos našumą ir žiedinio štampo angos dydį.


2. Pūstymo proceso įtaka dalelių kietumui
Pūstant žaliavas, galima pašalinti iš žaliavų esančius toksinus, sunaikinti bakterijas, pašalinti kenksmingas medžiagas, denatūruoti žaliavose esančius baltymus ir visiškai želatinizuoti krakmolą. Šiuo metu pūstos žaliavos daugiausia naudojamos aukštos kokybės žindomų paršelių pašarams ir specialiems vandens produktų pašarams gaminti. Gaminant specialius vandens produktus, pūstant žaliavas, padidėja krakmolo želatinizacijos laipsnis ir susidariusių dalelių kietumas, o tai naudinga dalelių stabilumui vandenyje gerinti. Žindomų paršelių pašarams dalelės turi būti traškios ir ne per kietos, o tai naudinga žindomų paršelių maitinimui. Tačiau dėl didelio krakmolo želatinizacijos laipsnio pūstų žindomų paršelių granulėse, pašaro granulių kietumas taip pat yra gana didelis.
3. Pridėkite alyvos įpurškimo proceso įtaką pašarų kietumui.
Žaliavų maišymas gali pagerinti įvairių dalelių dydžio komponentų vienodumą, o tai naudinga norint išlaikyti iš esmės pastovų dalelių kietumą ir pagerinti produkto kokybę. Gaminant kietus granuliuotus pašarus, į maišytuvą įpilant 1–2 % drėgmės, pagerės granuliuoto pašaro stabilumas ir kietumas. Tačiau drėgmės padidėjimas neigiamai veikia dalelių džiūvimą ir aušinimą. Tai taip pat nepalanku produkto laikymui. Gaminant šlapius granuliuotus pašarus, į miltelius galima įpilti iki 20–30 % drėgmės. Maišymo proceso metu lengviau įpilti apie 10 % drėgmės nei kondicionavimo proceso metu. Iš drėgnų medžiagų pagamintos granulės yra mažo kietumo, šlapios ir minkštos, gero skonio. Šio tipo šlapius granuliuotus pašarus galima naudoti didelėse gyvulininkystės įmonėse. Šlapias granules paprastai sunku laikyti, todėl jas paprastai reikia šerti iš karto po gamybos. Aliejaus įpylimas maišymo proceso metu yra dažnai naudojamas aliejaus įpylimo procesas pašarų gamybos cechuose. 1–2 % riebalų pridėjimas mažai veikia dalelių kietumo sumažėjimą, o 3–4 % riebalų pridėjimas gali žymiai sumažinti dalelių kietumą.
4. Garų kondicionavimo įtaka dalelių kietumui.
Garų kondicionavimas yra pagrindinis granulių pašarų apdorojimo procesas, o kondicionavimo efektas tiesiogiai veikia granulių vidinę struktūrą ir išvaizdą. Garų kokybė ir kondicionavimo laikas yra du svarbūs veiksniai, darantys įtaką kondicionavimo efektui. Aukštos kokybės sausas ir sotus garas gali suteikti daugiau šilumos, kad padidėtų medžiagos temperatūra ir krakmolas želatinizuotųsi. Kuo ilgesnis kondicionavimo laikas, tuo didesnis krakmolo želatinizacijos laipsnis. Kuo didesnė vertė, tuo tankesnė dalelių struktūra po susidarymo, tuo geresnis stabilumas ir didesnis kietumas. Žuvų pašarams kondicionavimui paprastai naudojami dvigubo arba daugiasluoksniai apvalkalai, siekiant padidinti kondicionavimo temperatūrą ir pailginti kondicionavimo laiką. Tai labiau padeda pagerinti žuvų pašarų dalelių stabilumą vandenyje, o dalelių kietumas taip pat atitinkamai padidėja.
5. Žiedinio štampo įtaka dalelių kietumui.
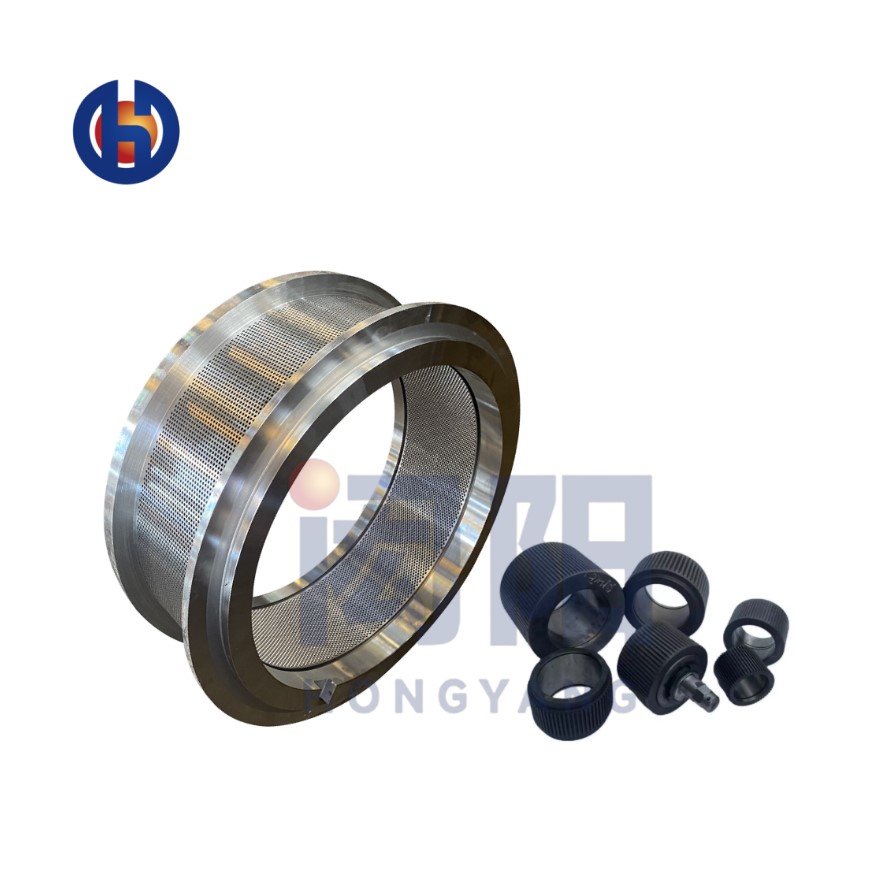
Techniniai parametrai, tokie kaip pašarų granuliavimo malūno žiedinio štampo anga ir suspaudimo laipsnis, turi įtakos granulių kietumui. Žiedinių štampo su ta pačia anga, bet skirtingu suspaudimo laipsniu, suformuotų granulių kietumas žymiai padidėja didėjant suspaudimo laipsniui. Tinkamai parinktas žiedinis štampas suspaudimo laipsniu gali būti pagamintos tinkamo kietumo dalelės. Dalelių ilgis daro didelę įtaką dalelių slėgio laikomajai galiai. Jei dalelės yra vienodo skersmens ir neturi defektų, kuo didesnis dalelių ilgis, tuo didesnis išmatuotas kietumas. Reguliuojant pjaustytuvo padėtį, kad būtų išlaikytas tinkamas dalelių ilgis, dalelių kietumas gali išlikti iš esmės pastovus. Dalelių skersmuo ir skerspjūvio forma taip pat turi tam tikrą įtaką dalelių kietumui. Be to, žiedinio štampo medžiaga taip pat turi tam tikrą įtaką granulių išvaizdai, kokybei ir kietumui. Yra akivaizdžių skirtumų tarp granulių, pagamintų naudojant įprastus plieninius žiedinius štampus ir nerūdijančio plieno žiedinius štampus.
6. Purškimo proceso įtaka dalelių kietumui.
Norint pailginti pašarinių produktų laikymo laiką ir pagerinti produkto kokybę per tam tikrą laikotarpį, reikalingas pašarinių dalelių džiovinimas ir aušinimas. Atliekant dalelių kietumo matavimo bandymą, kelis kartus matuojant to paties produkto dalelių kietumą skirtingu aušinimo laiku, nustatyta, kad mažesnio kietumo dalelėms aušinimo laikas reikšmingos įtakos neturi, o didesnio kietumo dalelių kietumas didėja kartu su aušinimo laiku. Didėjant laikui, dalelių kietumas mažėja. Taip gali būti todėl, kad prarandant vandenį dalelių viduje, didėja dalelių trapumas, o tai turi įtakos dalelių kietumui. Tuo pačiu metu, greitai atvėsinus daleles dideliu oro tūriu ir lėtai atvėsinus mažu oro tūriu, nustatyta, kad pirmųjų kietumas buvo mažesnis nei antrųjų, o dalelių paviršiaus įtrūkimai padidėjo. Taip pat verta paminėti, kad didelių kietų dalelių susmulkinimas į mažas daleles gali žymiai sumažinti dalelių kietumą.
Įrašo laikas: 2024 m. kovo 14 d.








